The True Cost of Cheap Maintenance in Industry

Why saving money on maintenance is often the most expensive decision you make
When industrial businesses are under pressure to protect margins, control overheads and meet strict production targets, maintenance can appear to be an obvious area for savings. A delayed service, a cheaper replacement part, a reduced inspection schedule or a run-to-failure approach can all look financially sensible in the short term.
And sometimes, cost control is necessary. The issue is not that businesses should spend more on maintenance for the sake of it. The issue is that maintenance decisions are often judged by visible, immediate costs, while the consequences of under-maintenance are delayed, fragmented and much harder to attribute.
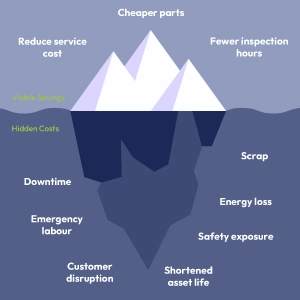
A fast fix now can become a far more expensive problem later. Maintenance often faces challenges such as lack of cost visibility: the saving is recorded in one budget, while the eventual cost may appear months later as downtime, scrap, energy waste, emergency labour, missed deliveries, or premature asset replacement.
This is why cost-control maintenance can be misleading. It rarely removes cost from the business. More often, it just moves cost somewhere else.
6 Reasons to Implement a Predictive Maintenance Plan
Components that fail repeatedly, inconsistent or incorrect lubrication or poor fitting and limited, or non-existent condition monitoring may not cause immediate failure. But over time, these small compromises compound.
In other words, maintenance quality is not a minor technical detail. It directly affects asset reliability, productivity, safety and total cost of ownership.
A maintenance budget cut rarely appears in the same spreadsheet as the downtime it later causes. That separation is precisely why cheap maintenance can become one of the most expensive decisions an industrial business can make.
Why Cheap Maintenance Looks Rational
 With overheads rising and budgets under pressure, it is easy to understand why maintenance spend is scrutinised. Savings are immediate, measurable and easy to report. A reduced maintenance budget can release cash for other urgent priorities. A cheaper component can improve procurement metrics. A postponed service can help production meet this week’s target.
With overheads rising and budgets under pressure, it is easy to understand why maintenance spend is scrutinised. Savings are immediate, measurable and easy to report. A reduced maintenance budget can release cash for other urgent priorities. A cheaper component can improve procurement metrics. A postponed service can help production meet this week’s target.
The problem is that the risk created by those decisions is rooted in probability and often delayed. A machine may continue running after a skipped inspection. A bearing may continue operating after imperfect fitting. A lubrication issue may not show up in the first week, or even the first month.
This delay creates a false sense of economy. The business sees the saving immediately, but the failure risk accumulates silently.
The Cost Control Myth
Imagine a bearing fails unexpectedly on a critical production line. The priority is obvious: get the line running again as quickly as possible. Every minute of downtime is costing money.
The maintenance team is pulled away from planned work. Procurement has to source replacement parts urgently. Operations have to reorganise production. Supervisors are trying to predict when the line will restart. Customers may be waiting for orders. What began as a saving on maintenance has now become a business-wide interruption.
“A £5,000 maintenance saving made earlier can quickly trigger a £500,000 interruption.”
This figure does not need to come from the maintenance budget alone. It can be spread across lost output, overtime premiums, express freight, contractor callouts, wasted raw materials, missed delivery windows, quality issues and management time.
Although run-to-failure can seem cheaper because it avoids routine maintenance costs, planned spares and scheduled downtime, it is rarely cheap when applied to critical assets. For low-risk, non-critical equipment, it may be acceptable. For production-critical machinery, it often increases total operational cost.
This distinction matters. The goal is not to maintain everything at any cost. The goal is to understand which assets carry the greatest operational, financial and safety risk, and then make maintenance decisions accordingly.
The Bearing Lifecycle: A Practical Example of Hidden Cost
 Bearings are a useful example because they can have a big impact on machine performance. A bearing may be inexpensive compared with the equipment it supports, but its failure can stop an entire production line.
Bearings are a useful example because they can have a big impact on machine performance. A bearing may be inexpensive compared with the equipment it supports, but its failure can stop an entire production line.
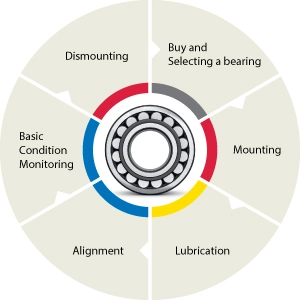
SKF’s bearing lifecycle framework highlights several stages that influence bearing service life: selecting and purchasing the bearing mounting, lubrication, alignment, basic condition monitoring and dismounting. Each stage represents a point where ‘cheap’ maintenance can create expensive consequences.
Poor mounting can damage the bearing before it has even entered service. Inadequate lubrication can increase friction, heat and wear. Misalignment can increase load and vibration. Limited condition monitoring can allow an emerging fault to go unnoticed until it becomes a failure. Incorrect dismounting can damage shafts, housings or surrounding components that are intended to be reused.
SKF guidance also links improper mounting, lubrication, contamination, misalignment and operating conditions to reduced service life. The lesson for economic decision makers is simple: the purchase price of a component is only one part of its cost. The way it is installed, lubricated, monitored and replaced can determine whether it delivers its expected value or becomes the trigger for a much larger failure.
Preventing Bearing Failure: Best Practices and Maintenance Tips
 To benchmark your bearing maintenance practices, start by reviewing your current processes and identifying where strengths and weaknesses exist
To benchmark your bearing maintenance practices, start by reviewing your current processes and identifying where strengths and weaknesses exist
Free tools such as the SKF Quick Maintenance Review can help compare your practices with similar companies in your industry, highlight improvement areas and suggest practical next steps, including relevant products and process changes to support continuous maintenance improvement.
Book a Quick Maintenance Review with ACORN today
The Hidden Costs
Downtime Costs
The cheapest maintenance strategy often creates the most expensive production interruptions.
When maintenance is reduced, the business may save on labour, parts or planned downtimes. But if an asset fails unexpectedly, the cost can escalate quickly. Downtime can include lost production hours, overtime labour, emergency contractor rates, express shipping, supply chain disruption, missed delivery penalties and loss of customer confidence.
The most damaging aspect of unplanned downtime is uncertainty. A planned maintenance stop has a defined window, allocated labour, available parts and a controlled restart. An unplanned stop begins with diagnosis. The business may not know the cause, the required part, the repair time or the wider production impact.
Asset Life Destruction
Deferred or low-quality maintenance accelerates capital depreciation.
When minor wear is left unmanaged, it rarely stays minor. Misalignment creates vibration. Incorrect lubrication increases friction and temperature. Contamination damages surfaces. Loose components create secondary damage. Over time, these conditions shorten the useful life of the asset.
This means cheap maintenance can quietly convert operating expenditure into future capital expenditure. A saving made today can become an early replacement decision tomorrow.
This is also why asset management standards such as the ISO 55000 frame asset management around lifecycle value, not simply the low cost. ISO describes asset management as a strategic approach to managing assets throughout their lifecycle to realise value.
For economic decision makers, this is an important shift. The question is not only ‘How much does this maintenance activity cost?’ but ‘What value does this asset need to deliver over its life, and what maintenance strategy protects that value?’.
Energy Inefficiency
Poor maintenance does not only increase the risk of failure. It can also increase the cost of running equipment every day.
Misalignment, friction, leaks, worn components, contamination and poor heat transfer can all increase energy consumption. These losses can be difficult to detect because they are absorbed into utility bills rather than allocated back to maintenance decisions.
A compressed air leak, a misaligned drive or a poorly lubricated component may not stop production immediately. But it can create a constant financial drain. Unlike a breakdown, energy waste does not announce itself with an alarm. It simply compounds over time.
Quality & Yield Losses
Degrading equipment rarely fails all at once, it often produces variability first.
Before a machine stops, it may drift out of tolerance. It may create vibration, inconsistent movement, excess heat, poor sealing, uneven pressure or unstable process conditions. These issues can appear financially as scrap, rework, warranty claims, customer complaints or reduced throughput.
This is one of the reasons maintenance costs become invisible; the root cause may be mechanical degradation, but the cost is recorded as a quality issue. In this way, under-maintenance can reduce profitability before it causes an obvious breakdown.
Safety & Compliance Risk
Safety should not be used as a scare tactic, but it must still be part of the true cost calculation.
When maintenance becomes reactive, work is more likely to be carried out under pressure, outside normal schedules and with incomplete information. Emergency repairs can increase exposure to hazards because teams are working quickly to restore production.
Poor maintenance can also affect guarding, lifting equipment, pressure systems, rotating equipment, electrical systems and other safety-critical assets. Even when an incident does not occur, repeated near misses and emergency interventions create organisational risk.
Workforce and Organisational Effects
Cheap maintenance can also change the culture of the site; when teams are constantly reacting to failures, planned work is pushed aside, Engineers spend more time firefighting than improving reliability. Procurement teams are forced into urgent sourcing rather than strategic buying. Supervisors lose confidence in production plans. Operators become accustomed to instability.
Over time, this creates a reactive organisation. Reactive organisations are more expensive to run because they depend on urgency, overtime, workarounds and individual heroics rather than stable processes.
Costs Become Invisible
The ultimate cost of cheap maintenance is often hidden because it is distributed across the business. Operations absorb downtime. Quality absorbs scrap. Supply chain absorbs delays. Procurement absorbs urgent sourcing. HR absorbs fatigue and turnover. Finance absorbs unexpected capital expenditure. Meanwhile, maintenance appears to have saved money.
This is the central accounting problem: maintenance spend is visible, but avoided failure is invisible. A bearing that does not fail, a line that does not stop, a motor that runs efficiently and a delivery that arrives on time rarely appear as line items in a monthly report.
That does not mean they have no value; it just means the value is being protected rather than recovered.
Cheap vs Efficient Maintenance
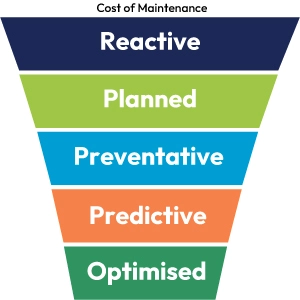
It is important to be clear: cheap maintenance and efficient maintenance are not the same thing. Furthermore, efficient maintenance does not mean always maintaining everything to the highest possible standard. It means applying the right maintenance strategy to the right asset, based on criticality, risk, cost of failure, and lifecycle value.
Efficient maintenance prioritises:
- Predictive over purely reactive work where asset criticality justifies it
- Planned over emergency intervention
- Lifecycle cost over purchase price
- Correct fitting, lubrication and alignment
- Condition monitoring on critical assets
- Data-informed prioritisation
- The right intervention at the right time
The goal is not maximum maintenance, but minimum total operational cost.
What Smart Industrial Companies Do Differently
They measure total cost of failure, not just maintenance spend
Maintenance cost should be evaluated alongside downtime, lost output, scrap, emergency freight, overtime, contractor callouts, energy waste, safety exposure and customer impact.
This gives decision makers a more realistic view of what ‘cheap’ actually costs.
They track planned vs reactive work
A high level of reactive work is a warning sign as it suggests the business is paying for failures rather than controlling risk.
Tracking the ratio of planned to reactive work helps leaders understand whether maintenance is operating as a controlled business process or an emergency response function.
They evaluate lifecycle economics
Lowest purchase price is not always lower cost and components, tools, lubricants and services should be assessed against total cost of ownership.
A slightly higher-cost part, correct fitting tools, automatic lubricator, or condition monitoring system may reduce the risk of premature failure, downtime and repeat intervention.
They align finance, procurement and operations metrics
Maintenance decisions often fail when different departments optimise for different outcomes.
Procurement may be measured on purchase price, maintenance performance may be assessed based on adherence to budget, operations may be measured on output, and finance may be measured on short-term cost control. But if these metrics are not connected, the business can make decisions that look efficient locally but are expensive overall.
They invest in predictive maintenance where it matters
Predictive maintenance does not need to be applied everywhere. It should be focussed on assets where failure would have a significant operational, financial, safety or customer impact.
For critical rotating equipment, for example, vibration monitoring, temperature checks, lubrication analysis and condition inspections can help identify problems before they become failures.
They treat reliability as a strategic capability
Reliable operations are not just an engineering outcome, as they support customer confidence, production planning, working capital control, safety performance and enterprise value.
In constrained supply chains and margin-sensitive markets, reliability becomes a competitive advantage.
Conclusion
The question is not whether maintenance costs money. The better question is whether the business pays for maintenance deliberately, through planned and efficient action, or pays far more later through failure, disruption and lost value.
Cheap maintenance reduces today’s visible spend. Efficient maintenance protects tomorrow’s performance. Talk to ACORN’s experts about Total Cost of Ownership solutions or book an onsite visit or free courtesy production line walkthrough (T&Cs apply).